全國服務熱線:
全國服務熱線:
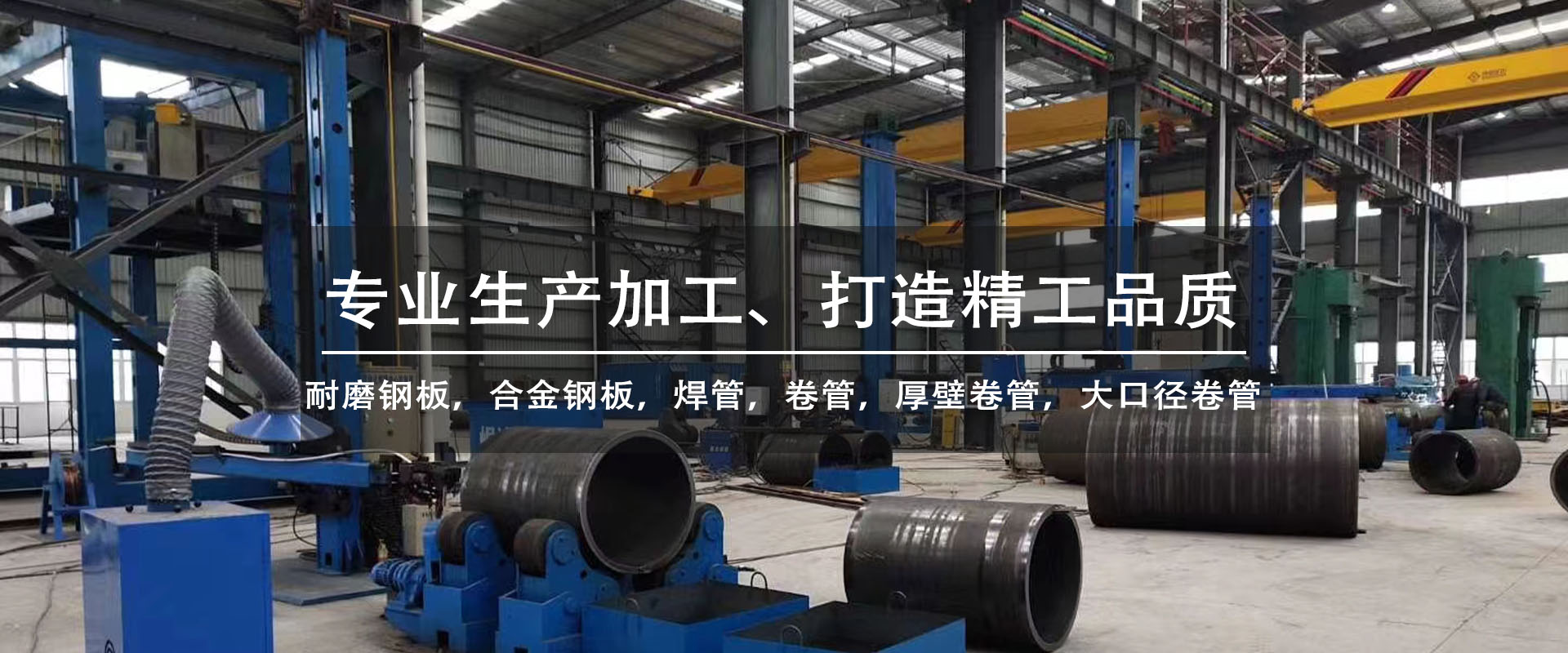

聊城卷管廠生產制造
聊城東方鴻業鋼材有限公司是生產制造厚壁卷管的廠家。厚壁卷管的壁厚一般超過20mm,外徑范圍450-3000mm,厚壁卷管是在鋼板加熱的狀態下卷制、焊接、成型、去筋、探傷、出廠。有時壁厚較為特殊厚的還需要二次加熱。特點在于外徑公差小、壁厚均勻等,最主要的是厚壁卷管不會傷害到原材料的性能,厚壁卷管的弊端是加工時間較長、造價高。厚壁卷管被廣泛用到:油缸、液壓、橋梁、輥筒等。
卷管廠家應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。渦流探傷按GB7735《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行全面的掃查,探傷信號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規定長度切斷,經翻轉架下線。鋼管兩端應平頭倒角,打印標記,成品管用六角形捆扎包裝后出廠。

雙面埋弧焊卷管廠家可以定尺,也可倍尺。坯料的穿孔溫度依據原料異樣而有所異樣。熱擴鋼管但大都在1200℃左右,含碳量和其他合金元素較多時溫度要稍低一些。加熱操作第二個關鍵是盡量削減氧化皮數量。特別是在熱揉捏肘,16Mn卷管廠家從表面質量動身,懇求愈加嚴厲。在16Mn卷管廠家的出產過程中,由于首要加工是在熱狀態下進行的,故加熱操作是決議制品質量非常重要的工序。如熱用的爐子,依據它們的效果,分為加熱爐和再加熱爐兩種;前者用于將坯料從常溫加熱到加工溫度;后者用于在加工過程中將坯料再加熱到必需的加工溫度。加熱不妥將成為在管坯內表面或許外表面上呈現裂紋、折疊及偏疼等廢品的緣由。
卷管表面質量應光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。卷管表面允許有不超過壁厚負偏差的劃道、刮傷、焊縫錯位、燒傷和結疤等輕微缺陷存在。允許焊縫處壁厚增厚和內縫焊筋存在。
聊城東方鴻業鋼材有限公司熱忱歡迎廣大新老客戶來電、來函、來人洽談業務、指導工作!

掃一掃,關注我們
聯系人:李經理
手機:13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發區北城工業園
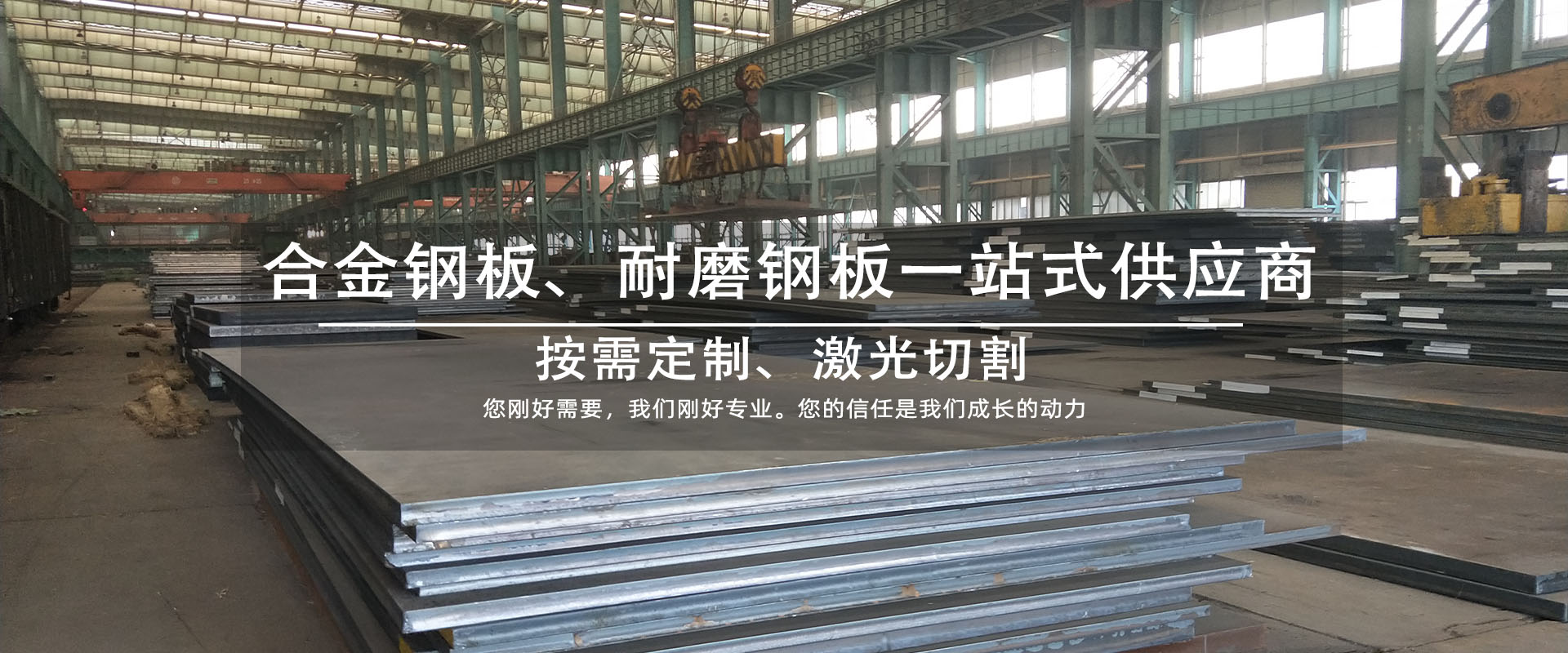
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產品專業加工的公司,擁有完整、科學的質量管理體系
服務熱線