全國服務熱線:
全國服務熱線:
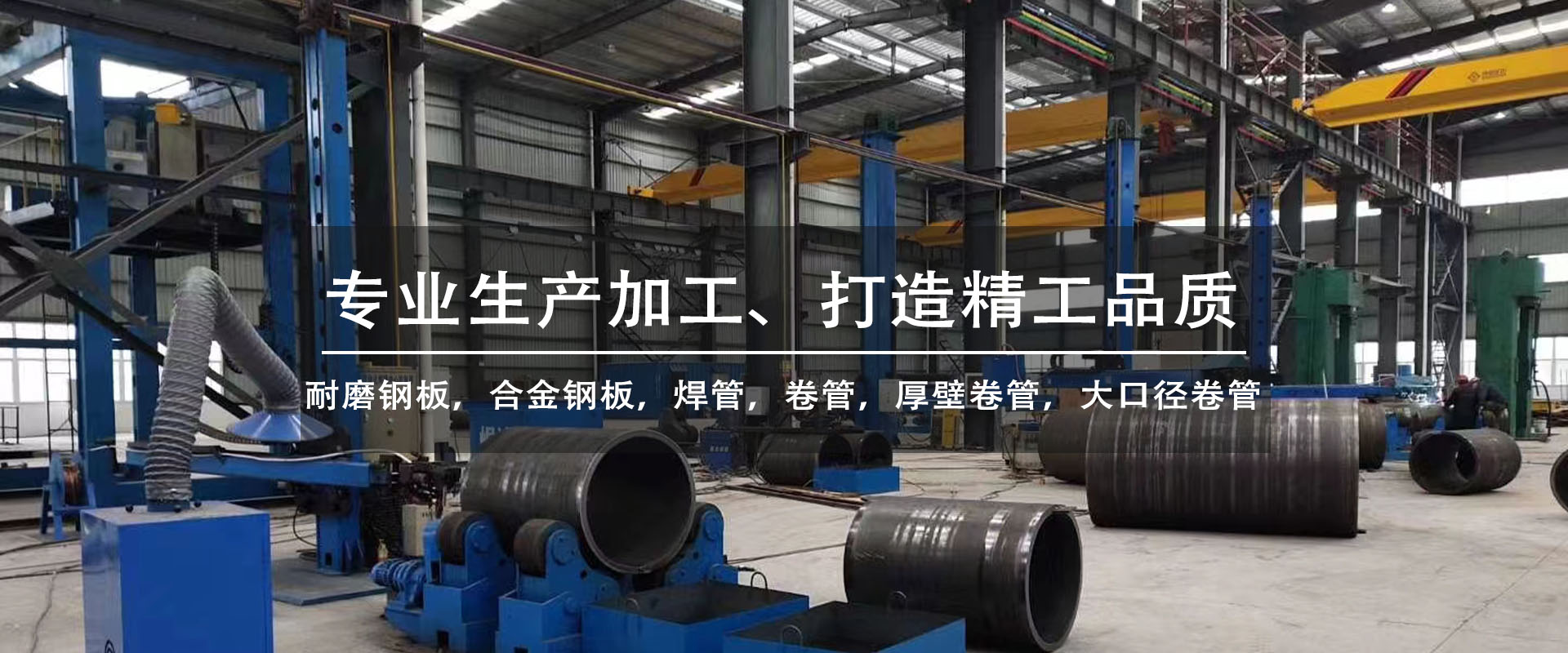

鋼板卷管工藝
1、鋼板卷管工藝流程圖
材料進場 外觀檢查 放樣下料 筒節卷制 縱縫焊接 二次滾圓 整體組對 檢 驗 出 場
2、材料檢查
2.1檢查材料質量合格證明書、標識及檢驗報告是否符合現行有關標準及
規范的要求。
2.2鋼板厚度及允許偏差是否符合產品標準的要求。
2.2鋼材外觀質量是否符合國家現行有關標準的規定,當鋼材表面有銹蝕、麻點或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應符合現行國家標準涂裝前鋼材表面銹蝕等級和除銹等級GB8923規定的C級及C級以上;鋼材端邊或斷口處不應有分層、夾渣等缺陷。
3、鋼材的放樣下料
3.1在放樣前必須用鋼卷尺對鋼板進行檢查,并找正。
3.2鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。
3.3管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等清除干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平 整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應清除邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。
3.4對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。
3.5切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。
3.6切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡 口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其 深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。
4、管節的卷制
4.1在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。 4.2鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。
4.3將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。管子焊接工藝見第5。
4.4對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 4.4.1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 4.4.2離管端200mm的對接縱縫處不得大于2mm。 4.4.3其他部位 不得大于1mm。
4.4.4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
4.4.5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
5 管道焊接
5.1焊條、焊絲、焊劑和粉芯焊絲均應儲存在干燥、通風良好的地方,并設專人保管。
5.1焊接材料的質量合格證明書、標識及檢驗報告必須符合現行有關標準及規范的要求。
5.2焊條、焊絲、焊劑等焊接材料的選擇必須與母材相匹配,全作用前按說明書及工藝文件的規定進行烘焙和存放。焊條、焊劑和粉芯焊絲在使用
前,必須按產品說明書及有關工藝文件規定的技術要求進行烘干。低氫型焊條烘干后必須存放在保溫箱(筒)內,隨用隨取。焊條由保溫箱(筒)取出到施焊的時間不宜超過2h(酸性焊條不宜超過4h)。不符上述要求時,應重新烘干后再用,但焊條烘干次數不宜超過2 次。
5.3焊工必須經考試合格并取得合格證書,持證焊工必須在其考試合格項目及其認可的范圍內施焊。
5.4雨雪天氣時,禁止露天焊接。構件焊區表面潮濕或有冰雪時,必須清除干凈方可施焊。在四級以上風力焊接時,應采取防風措施。
5.5焊絲宜采用表面鍍銅,非鍍銅焊絲使用前應清除浮銹、油污。
5.6焊接前應將焊縫及其周圍的油、污、銹等清除干凈,再進行施焊。
5.7不應在焊縫以外的母材上打火引弧。

5.8定位點焊,必須由持焊工合格證的工人施焊。點焊用的焊接材料,應與正式施焊用的材料相同。點焊高度不宜超過設計焊縫厚度的2/3,點焊長度宜大于40mm,間距宜為500~600mm,并應填滿弧坑。如發現點焊上有氣孔或裂紋,必須清除干凈后重焊。
5.9對接接頭的平焊縫,其兩端必須配置引弧板和引出板,其材質和坡口型式應與被焊工件相同。手工焊引弧板和引出極長度,應大于或等于60mm,寬度應大于或等于50mm;焊縫引出長度應大于或等于25mm。自動焊引弧板和引出板長度,應大于或等于150mm,寬度應 大于或等于80mm;焊縫引出長度應大于或等于80mm。焊接完畢后,必須用火焰切除被焊工件上的引弧、引出板和其它卡具,并沿受力方向修磨平整,嚴禁用錘擊落。
5.10采用多層焊時,應將前一道焊縫表面清理干凈后再繼續施焊。
5.11直管段上兩對接焊口中心面間的距離,當公稱直徑大于或等于150mm時,不應小于150mm;當公稱直徑小于150mm時,不應小于管子外徑。
5.12坡口底層焊道宜采用不大于Φ3.2mm的焊條,底層根部焊道的最小尺寸應適宜,以防產生裂紋。
5.13要求焊透的對接雙面焊縫和T型接頭角焊縫的背面,可用清除焊根的方法施焊。
5.14手工電弧焊焊接電流應按焊條產品說明書的規定選用。
聊城東方鴻業鋼材有限公司 鋼板卷管 品質優良 規格齊全 交貨期快 歡迎定制

掃一掃,關注我們
聯系人:李經理
手機:13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發區北城工業園
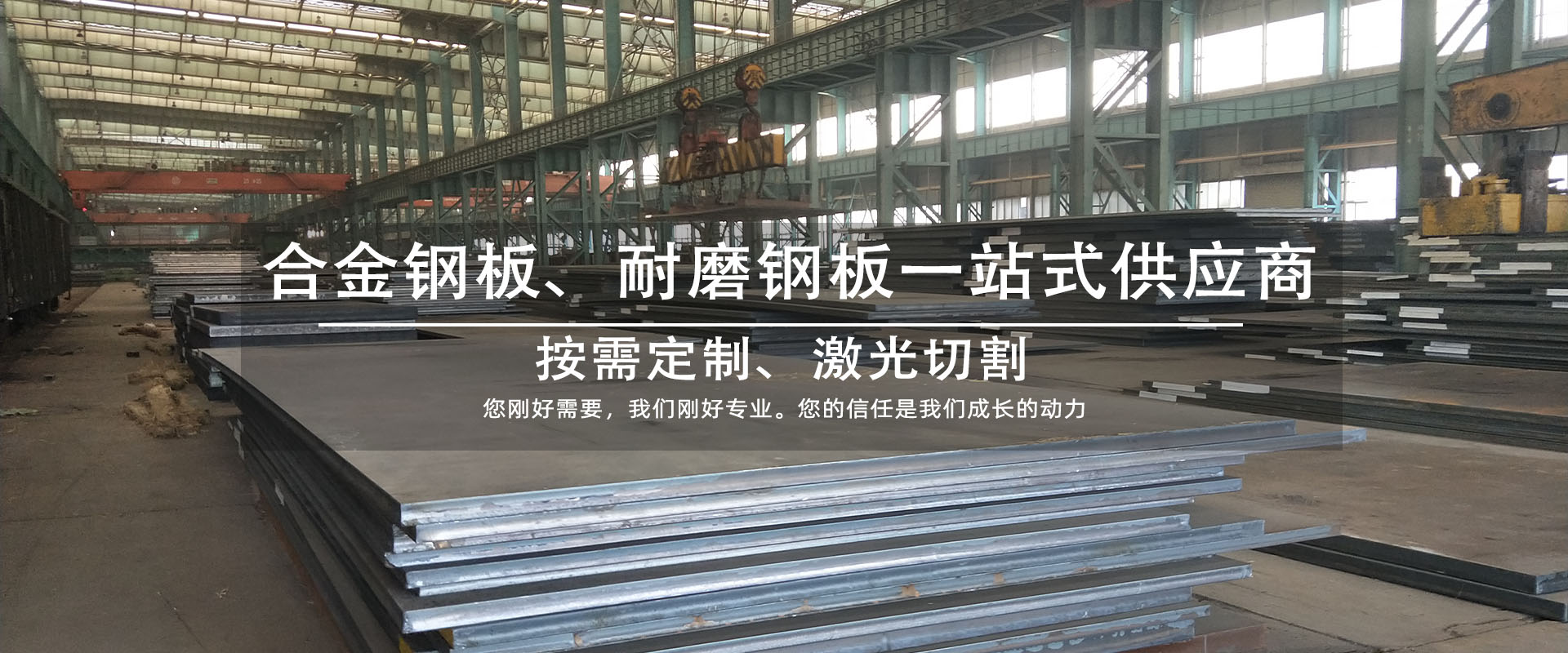
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產品專業加工的公司,擁有完整、科學的質量管理體系
服務熱線